


26 September 2025
Instant compressed air when you need it most
Production demands can change overnight. When demand spikes, manufacturers need a reliable compressed air supply — fast. The ability to react quickly can determine whether production continues or delays occur.
These situations are common. A sudden rush order, seasonal peaks, or a customer asking for shorter lead times can force factories to run extended shifts and operate machines beyond normal working hours.
That kind of pressure demands compressed air systems and services that can scale instantly, whether through a temporary air supply or a turnkey air compressor installation that’s ready to go.
When production outpaces capacity - AIRCUBE delivers instant, flexible air supply
An unexpected surge in demand is usually good for business, even on short notice. However, it often brings logistical challenges. A common one is making sure there’s enough compressed air to support production, especially when there’s limited space for new equipment. Just as important, the quality of the compressed air must match that of the existing system.
Fortunately, Atlas Copco offers the ideal solution for companies facing these situations: the AIRCUBE – a modular, plug-and-play containerized compressor system that provides reliable compressed air, even under changing production demands.
Selecting your perfect containerized compressor room
How does it work? If your current compressed air system can’t keep up with demand, Atlas Copco helps you set up a plug-and-play containerized compressor room using proven, reliable equipment.
Tailored solution, modular design
You choose the setup — we support you. Based on your needs, we help select the right products from our portfolio and assemble them in a 20-foot or 40-foot container. This modular approach gives you flexibility and ensures your system delivers maximum value.
Compressor options
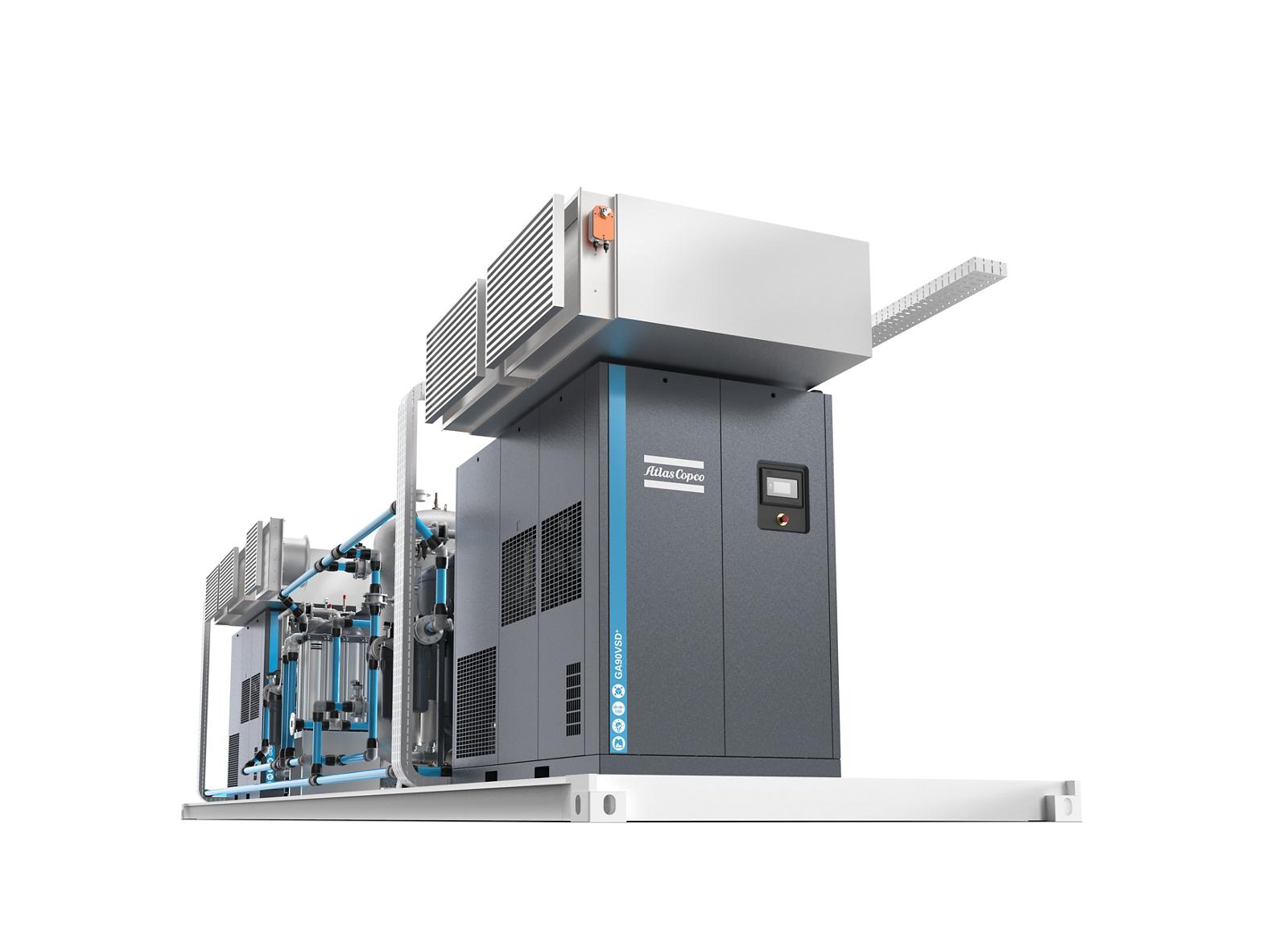
Inside your AIRCUBE, you can install one or two of our top-tier GA oil-injected rotary screw compressors.
- Fixed speed (GA 11+ to GA 90)
- Energy-efficient variable speed (GA 7 VSD+ to GA 110 VSD+).
Optimizing your compressor room
You can also add dryers, air receivers, filters, and SMART features like flow meters and online energy monitoring. With the Elektronikon® Touch controller, SMARTLINK, and EQ central controllers, your AIRCUBE runs efficiently and stays connected.
AIRCUBE - your turnkey air compressor installation
- Pre-assembled, plug-and-play design
- Available in 20-foot or 40-foot ISO sea container sizes
- Suitable for extreme climates
- Equipped with proven, CE-certified Atlas Copco equipment
- Choice of fixed-speed or energy-efficient VSD compressors
- Optional dryers, filters, air receivers, and SMART monitoring systems
Only proven Atlas Copco quality
The modular AIRCUBE offers a fast, reliable way to set up a containerized compressor room — built to fit your exact needs. To keep your operations running without delay, we only use proven, thoroughly tested, CE-certified Atlas Copco equipment that meets the highest quality standards.
The base containers are designed to withstand tough weather conditions. Standard features like lighting and ventilation ensure it’s ready for immediate use. You can also select from additional options to further enhance performance — especially for outdoor or extreme environments.

Available features include:
- Fire protection system
- Stainless Steel AIRnet piping
- Special painting for added durability
- Advanced filtration (UD/QDT)
- EQ controls and cyclone pre-filtration system
- Insulation and automatic ventilation for reliable operation in temperatures from -40°C to +40°C
These options ensure reliable performance in extreme conditions and demanding applications.
For operations in remote or challenging environments — such as mining, offshore rigs, or energy production — Atlas Copco also provides compressor room solutions tailored for heavy-duty use. We collaborate with oil and gas turnkey operations providers to deliver fully packaged, compliant compressed air systems, ready to deploy without construction delays.
Be ready to meet increased demand
If your compressed air demand increases suddenly and your current system can’t keep up, Atlas Copco is ready to support you. We’ll help you configure the right AIRCUBE solution — quickly, reliably, and with minimal disruption to your operations.


