

26.09.2025.
Instant komprimovani vazduh kada vam je najpotrebniji
Procenjeno vreme čitanja: 5 minuta
Iako je veći deo sveta stajao na vrhuncu pandemije koronavirusa, neke kompanije su radile prekovremeno kako bi zadovoljile rastuću potražnju za respiratorima, ličnom zaštitnom opremom, sredstvima za dezinfekciju ruku i drugim proizvodima koji su imali za cilj da obuzdaju krizu. Njihovi neumorni napori spasili su mnoge živote i zaslužuju svačiju zahvalnost.
Ali nije samo osoblje ovih kompanija uložilo neverovatan trud. Proizvodna postrojenja su takođe morala da odgovore na ovu potražnju. Mašine koje su obične radile samo jednu smenu dnevno, sada su morale da rade po ceo dan. Naravno, i sistemi komprimovanog vazduha takođe su morali da prate ovaj tempo. Neke kompanije su to uspele s postojećom opremom, dok su drugima bila neophodna dodatna ulaganja kako bi povećale svoju proizvodnju.
Iako na manje dramatičan način, ovo je scenario koji se odvija svaki dan: odjednom, objekat mora da poveća svoju proizvodnju. Može biti mnogo razloga za to ovo. Možda je igračka koja se u objektu proizvodi postala najtraženiji božićni poklon, dolazi ogromna nova porudžbina ili važan kupac preti da će otići u konkurentsku kuću ako se vreme proizvodnje ne prepolovi.
Poželjan problem i plug-and-play rešenje (odmah spremno za rad)
Očigledno je da je povećanje potražnje obično dobro za poslovanje – čak i u kratkom roku. Međutim, to često ide ruku pod ruku sa logističkim izazovima. Jedan od njih je stvaranje dovoljno komprimovanog vazduha da bi se proizvodnja nastavila – posebno ako u postojećoj kompresorskoj stanici nema dovoljno prostora za dodavanje nove opreme. Kvalitet komprimovanog vazduha je takođe važan. On mora biti uporediv sa onim koje proizvodi postojeći sistem.
Na sreću, Atlas Copco je pronašao savršeno rešenje za kompanije koje moraju da zadovolje nagli porast potražnje: AIRCUBE – modularni, plug-and-play kontejnerski kompresorski sistem koji omogućava kompanijama da trenutno zadovolje svoje potrebe.
Izaberite savršenu kontejnersku kompresorsku sobu
How does it work? If your current compressed air system can’t keep up with demand, Atlas Copco helps you set up a plug-and-play containerized compressor room using proven, reliable equipment.
Tailored solution, modular design
You choose the setup — we support you. Based on your needs, we help select the right products from our portfolio and assemble them in a 20-foot or 40-foot container. This modular approach gives you flexibility and ensures your system delivers maximum value.
Compressor options
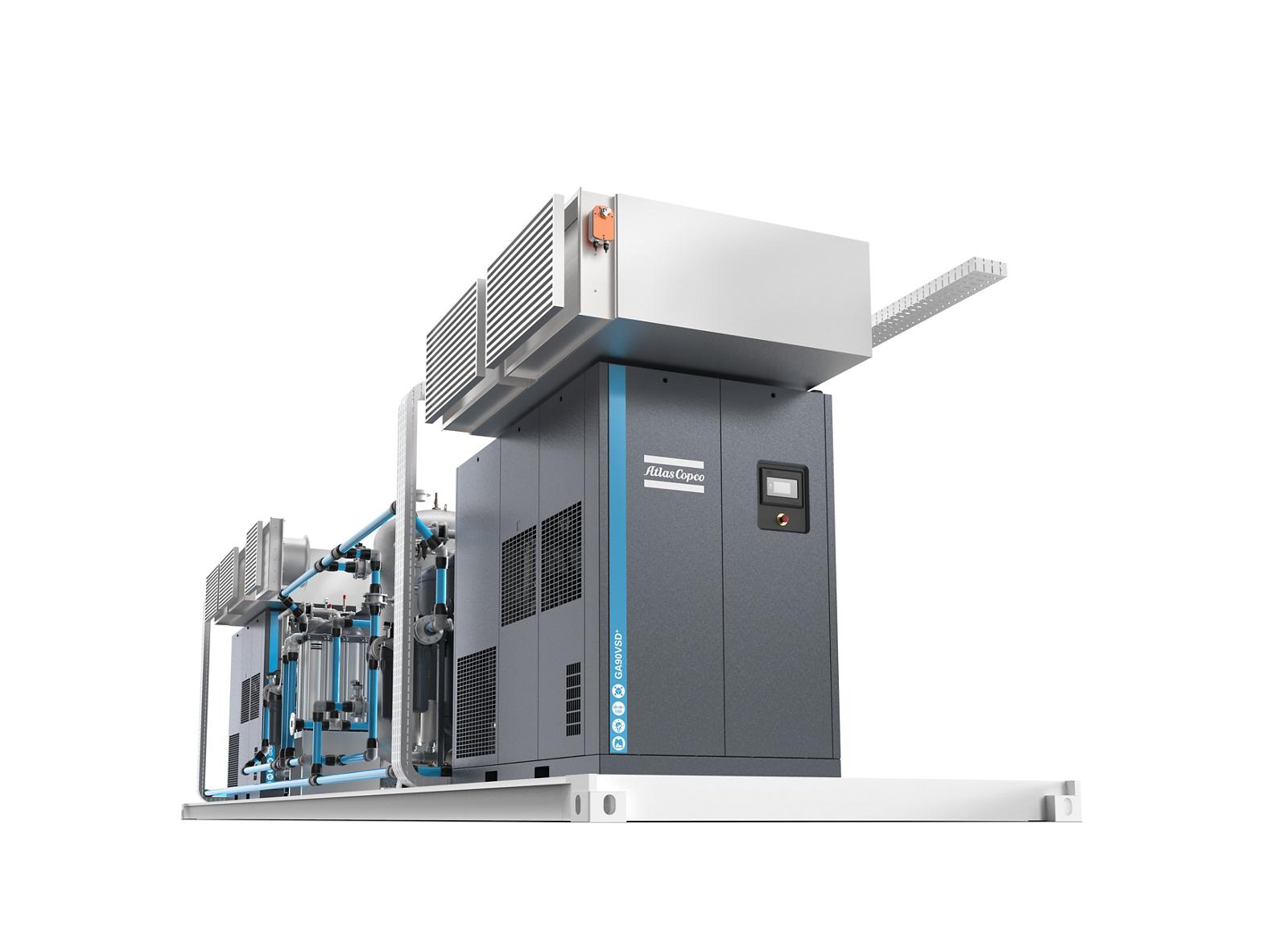
Inside your AIRCUBE, you can install one or two of our top-tier GA oil-injected rotary screw compressors.
- Fixed speed (GA 11+ to GA 90)
- Energy-efficient variable speed (GA 7 VSD+ to GA 110 VSD+).
Optimizing your compressor room
You can also add dryers, air receivers, filters, and SMART features like flow meters and online energy monitoring. With the Elektronikon® Touch controller, SMARTLINK, and EQ central controllers, your AIRCUBE runs efficiently and stays connected.
AIRCUBE - your turnkey air compressor installation
Samo dokazani Atlas Copco kvalitet
Glavna prednost modularne AIRCUBE kontejnerske kompresorske stanice je to što je za vas možemo sastaviti tako da savršeno odgovara vašim potrebama. I pošto znamo da je vreme od suštinske važnosti, koristimo samo postojeću opremu za komprimovani vazduh koja je temeljno testirana i ima CE sertifikat. Kao rezultat toga, vaša AIRCUBE neće biti samo ispunjena vrhunskim Atlas Copco proizvodima koje poznajete i kojima verujete, već će takođe biti dostupna za kratko vreme.
Dok su osnovni kontejneri napravljeni da izdrže sve vremenske uslove i uključuju mnoge korisne funkcije koje su standardne, kao što su osvetljenje i ventilacija, možete odabrati dodatne opcije da još više da optimizujete svoju kontejnersku kompresorsku sobu.

Available features include:
- Fire protection system
- Stainless Steel AIRnet piping
- Special painting for added durability
- Advanced filtration (UD/QDT)
- EQ controls and cyclone pre-filtration system
- Insulation and automatic ventilation for reliable operation in temperatures from -40°C to +40°C
Na primer, vaš AIRCUBE može biti opremljen specijalnom izolacijom i automatskim ventilacionim sistemom tako da može pouzdano da radi na ekstremnim temperaturama do čak -40°C. Širok spektar funkcija, kao što su upozorenje o požaru, AIRnet cevi od nerđajućeg čelika, posebni emajl lak, specijalna filtracija (UD/QDT), EQ kontrole i sistem predfiltracije ciklona, su takođe opciono dostupni.
Jasan izbor
Ako se ikada nađete u situaciji da imate neočekivan porast potražnje, a vaši postojeći kapaciteti ne mogu da je ostvare, ne oklevajte i pozovite Atlas Copco. Naši stručnjaci će zajedno s vama osmisliti savršeno AIRCUBE rešenje koje će omogućiti da za najkraće vreme dostignete željene rezultate, a vaša proizvodnja nastavi da radi.


